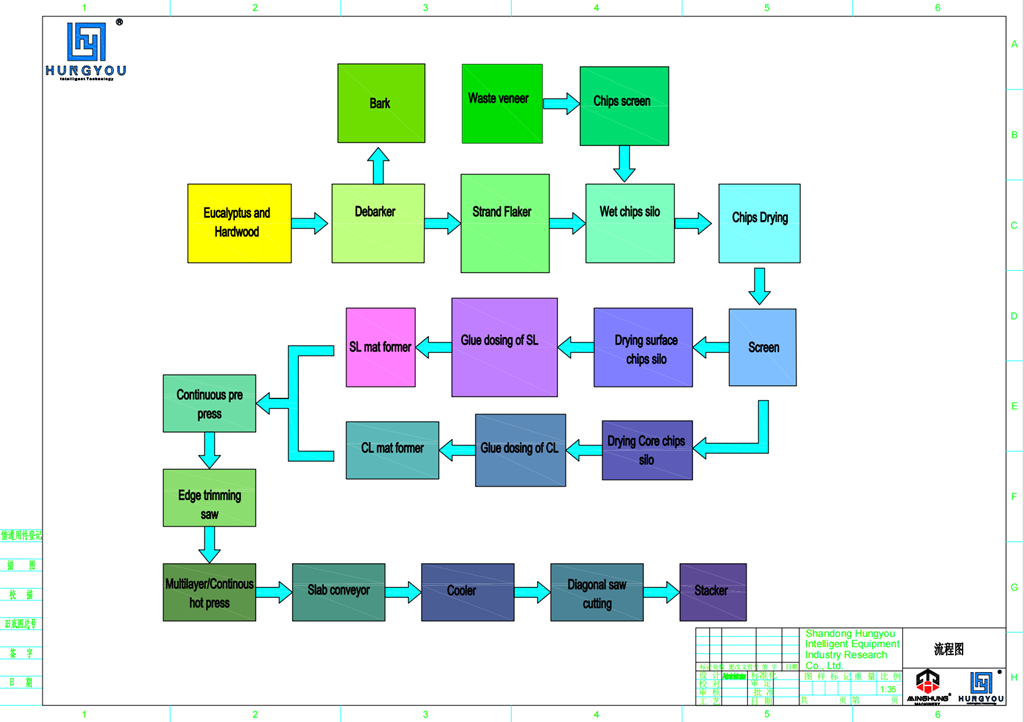
1. Hammadde hazırlığı: Üretim hattı tipik olarak çam gibi hızlı büyüyen ağaçlar kullanır. Kütükler bir davul parçalayıcısı ile yongalar halinde işlenir ve daha sonra bir plaka tarafından belirli boyutlarda (genellikle 40-120mm uzunluğunda, 5-20mm genişliğinde, 0.3-0.7mm kalınlığında) iplikçiklere kıyasla. Bu adım, tahtanın yüksek gücü için temel oluşturan tel morfolojisini sağlar.
2. Kurutma ve tutkal harmanlama: Kurutulmuş ipliklerin nem içeriğinin tam olarak% 2-4 civarında kontrol edilmesi gerekir. Tutkal harmanlama, karbonhidrat sertifikası elde etmek için temel adımdır. Son derece düşük formaldehit emisyonları sağlamak için, üretim hattı MDI (difenilmetan diizosiyanat) eko-yapışkan gibi formaldehit içermeyen yapıştırıcılar kullanmalıdır. Gelişmiş bir halka blender, MDI yapışkanının iplik yüzeylerini eşit olarak kaplamasını sağlar.
3. OYUNLUK BİLGİ VE SICAK Presleme: Bu, OSB'nin 'yönlendirilmiş ' yapısal özelliklerini yansıtan anahtar adımdır. Yapıştırılmış iplikler, panelin uzunluğu boyunca uzunlamasına hizalanmış ve enine veya rastgele hizalanan çekirdek iplikçikleri ile üç katlı yönlendirilmiş bir yapı oluşturan, yüzey iplikçikleri ile döşenir. Bu yapı, tahıl tanesini yeniden düzenleyerek panele yüksek boyutlu stabilite ve bükme mukavemeti verir. Sıcak presleme genellikle yüksek sıcaklık ve basınç altında paspas oluşturmak için sürekli bir düz pres kullanır. 18 mm kalınlığında, homojen yoğunluk ve yapısal stabilite sağlamak için pres parametreleri (sıcaklık, basınç, zaman) tam olarak kontrol edilmelidir.
4. Son ve kalite kontrolü: Preslenmiş paneller, hassas boyutlar ve pürüzsüz bir yüzey sağlamak için soğutma, kırpma ve zımparalanmaya uğrar. Son kalite kontrol adımı çok önemlidir. Ürünler, formaldehit emisyonlarının sıkı karbonhidrat faz 2 standardını (örneğin <0.09ppm) karşıladığından emin olmak için katı testler geçirmelidir . , paketlenmeden ve gönderilmeden önce

Mükemmel çevresel performans (MDI yapıştırıcısı nedeniyle) ve sağlam fiziksel özellikler (yönlendirilmiş yapı nedeniyle) sayesinde, karbonhidrat sertifikalı 18mm OSB panoları çok çeşitli uygulamalara sahiptir.
Başvuru sektörü | Belirli kullanım durumları | Temel avantajlar |
Bina yapısı | Ahşap çerçeve binalarında duvar panelleri, zemin panelleri, çatı panelleri; Somut kalıp | Yüksek mukavemet, iyi yük taşıma kapasitesi, boyutsal stabilite |
İç dekorasyon ve mobilya | Mutfak/banyo dolapları, bölümler, özellik duvarları; Mobilya çerçeveleri, büyük saklama dolapları | Mükemmel nem direnci, güçlü tırnak tutma kapasitesi, çalışma kolay (testere, çivi, kaplama), çevre açısından güvenli |
Ambalaj ve Taşımacılık | İhracat ambalaj kasaları (genellikle muayeneden muaf), paletler, büyük sandıklar | Etki direnci, nem direnci, karantina tedavisinden muaf |
Diğer Alanlar | Sergi sistemleri, depo rafları | Maliyet etkin, özelleştirilmesi ve işlenmesi kolay |
Özetle, karbonhidrat sertifikalı 18mm OSB üretim hattı sadece ürünün olağanüstü fiziksel özelliklerini sağlamakla kalmaz, aynı zamanda hammaddelerin (MDI yapıştırıcısı gibi) sıkı kontrolüyle mükemmel çevresel kalitesini ve süreçleri garanti eder. Bu, nihai ürünü yüksek çevresel ve güç standartları gerektiren uygulamalar için ideal bir seçim haline getirir.
Ücretsiz OSB hattı düzeninizi talep edin! Strand hazırlıktan zımparalamaya kadar uçtan uca bitki tasarımı alın. 30 gün içinde 3D fabrika planı alın.
Kişilerimiz:
WhatsApp: +86 18769900191 +86 15589105786 +86 18954906501
E -posta: osbmdfmachinery@gmail.com
























































